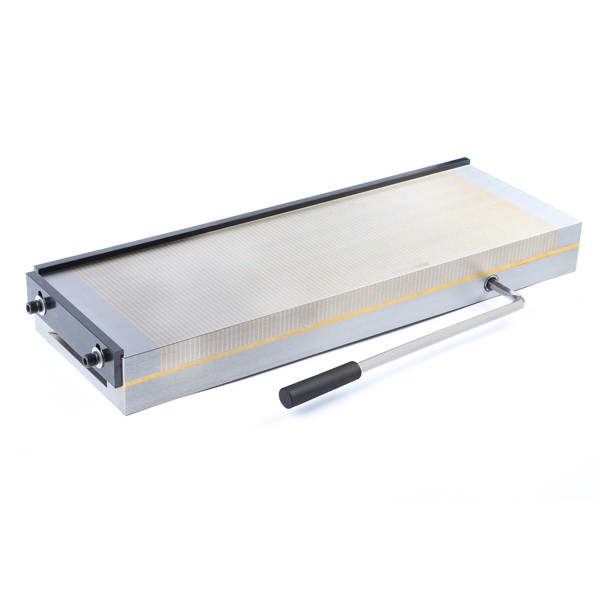
Chuck Magnetig Pegwn Gain ar gyfer Srinder Arwyneb
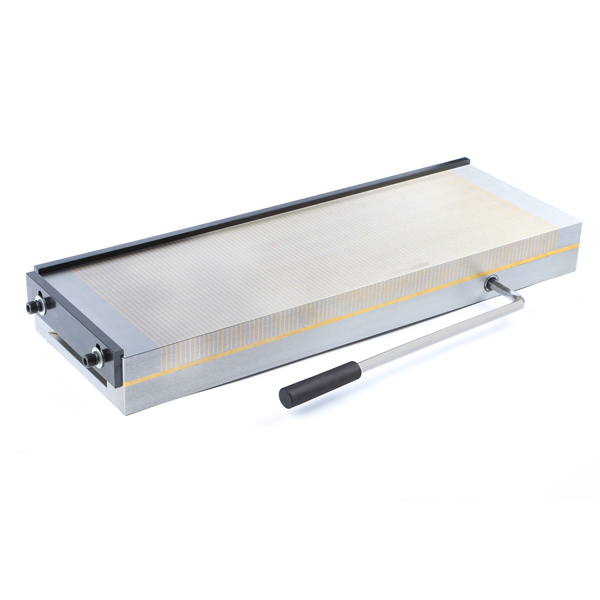
Mae Tool Bees yn cyflenwi ansawdd uchelchuck magnetigs gweithgynhyrchu yn unol â'r safonau uchaf ac sydd ar gael yn y meintiau mwyaf cyffredin o stoc, chucks magnetig yn ddyfeisiau modern sy'n disodli vices, clampiau mecanyddol, a gosodiadau, sy'n cyflymu eich gwaith yn ystod peiriannu deunyddiau ferromagnetic.
Gall chucks magnetig arbed llawer o amser trwy glampio a dadclampio cydrannau wedi'u peiriannu, tra hefyd yn gwneud y workpiece yn hygyrch o 5 ochr heb niweidio'r nod product.The o ddefnyddio chucks magnetig ar gyfer cynnal gwaith wedi dod yn boblogaidd mewn cyfleusterau gweithgynhyrchu ar draws y byd.
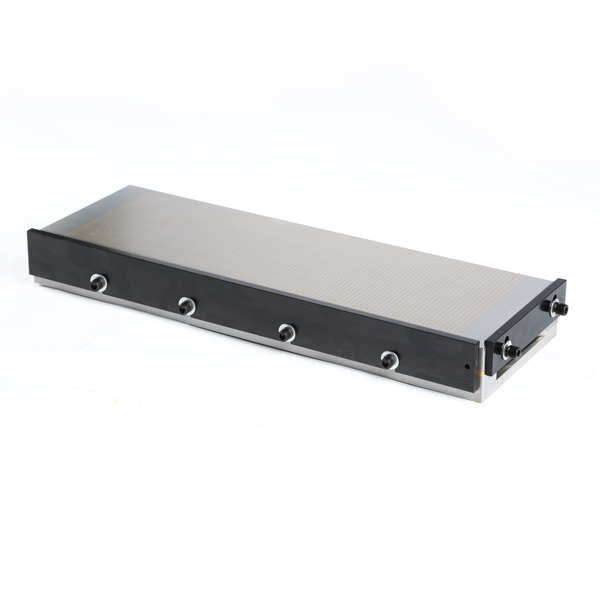
Yn draddodiadol, mae gweithfannau ar gyfer peiriannu yn cael eu dal yn eu lle gan ddefnyddio fises neu osodiadau, ond gellir dal y gwag, y castio neu'r gofannu hefyd â digon o afael i ganiatáu melino, troi, drilio neu falu.Mae chucks magnetig wedi cael eu defnyddio'n gyffredin mewn cymwysiadau malu wyneb, ond maent bellach hefyd yn cael eu defnyddio mewn siopau peiriannau cyffredinol.
| Gorchymyn Rhif. | Dimensiwn | Magnetig | Bylchu | Pwysau (KG) | ||
| (MM) | Llu | (IRON+COPPER) | ||||
| L | B | H | 120N/CM² | 1.5+0.5 NEU 1+3 | ||
| TB-A13-1510 | 150 | 100 | 48 | 4.5 | ||
| TB-A13-2010 | 200 | 100 | 48 | 7.5 | ||
| TB-A13-1515 | 150 | 150 | 48 | 8.5 | ||
| TB-A13-2015 | 200 | 150 | 48 | 11.3 | ||
| TB-A13-3015 | 300 | 150 | 48 | 16.5 | ||
| TB-A13-3515 | 350 | 150 | 48 | 19.8 | ||
| TB-A13-4015 | 400 | 150 | 48 | 22.6 | ||
| TB-A13-4515 | 450 | 150 | 50 | 25.5 | ||
| TB-A13-4020 | 400 | 200 | 50 | 31.5 | ||
| TB-A13-4520 | 450 | 200 | 50 | 35.5 | ||
| TB-A13-5025 | 500 | 250 | 50 | 45 | ||
| TB-A13-6030 | 600 | 300 | 48 | 72 | ||
| TB-A13-7030 | 700 | 300 | 48 | 85 | ||

Manteision chucks magnetig
Mae manteision chucks magnetig yn cynnwys:
Lleihau gosod.
Cynyddu mynediad i sawl ochr darn gwaith.
Symleiddio dal gwaith.
Chucks magnetig hawdd i'w gweithredu
Ein manteision trwy gyflenwi chucks magntic :
* chucks magnetig Gwarantedig Ansawdd Uchel
* Chucks magnetig gyda phris cystadleuol
Dull defnydd
1. dylid glanhau cwpanau sugno cyn eu defnyddio er mwyn osgoi crafiadau sy'n effeithio ar gywirdeb.
2. Rhowch y workpiece ar y bwrdd sugno, yna rhowch y wrench i mewn i'r twll siafft a chylchdroi 1800 i ON clocwedd, yna sugno y workpiece ar gyfer peiriannu.
3. defnyddio tymheredd amgylchynol ar -400C–500C.Nid oes angen curo i atal gostyngiad magnetig.
4. os yw y workpiece wedi'i orffen, mewnosoder y wrench i mewn i'r twll siafft a'i gylchdroi 1800 o weithiau ar hyd y cownter clocwedd i "ODDI", yna gellir tynnu'r workpiece.
5. gorffen y wyneb gweithio gydag olew antirust i atal cyrydiad.